Contact: Liang Sheng
Tel: +86 (0769) 8287 2593
Mobile: +86 13712941678
Fax: +86 (0769) 8133 4403
E-mail: sanyi@dgsanyi.cn
Address: No. 2, Quanhe Street, Quantang Management District, Liaobu Town, Dongguan, China
Website: www.dgsanyi.cn
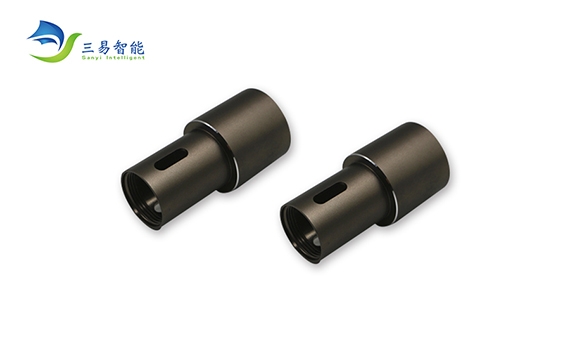
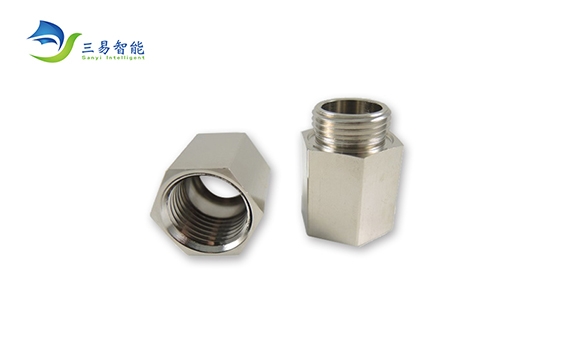
Hardware
Hardware refers to the workpiece obtained by machining and casting with gold, silver, copper, iron, tin, etc., used to fix things, process things, and decorate.

Stamping
Stampings are the most commonly used type of hardware. They apply external forces to plates, strips, tubes, and profiles through punches and dies to produce plastic deformation or separation to obtain the desired shape and size of the workpiece. Processing method, the resulting workpiece is a stamping. Stampings are the forming and processing methods for the workpieces (punched parts) that have the required shape and size by applying external force to the plate, strip, pipe, and profile, etc., by the press and the die to cause plastic deformation or separation. Stamping and forging are plastic processing (or pressure processing), collectively known as forging. Stamped blanks are mainly hot-rolled and cold-rolled steel sheets and strips.
The basics of stamping parts:
Among the steels in the world, 60 to 70% are plates, most of which are stamped and finished. The car's body, chassis, fuel tanks, radiators, drums of boilers, shells of containers, core steels of motors and appliances, etc. are stamped and processed. There are also a large number of stamping parts in products such as instrumentation, household appliances, bicycles, office machinery, and household utensils.
Compared with castings and forgings, stampings are thin, uniform, light and strong. Stamping can produce workpieces with stiffeners, ribs, undulations, or flanging that are otherwise difficult to manufacture to increase their rigidity. Due to the use of precision molds, the accuracy of the workpiece can reach micrometers, and the repeat accuracy and specification are consistent. Hole nests and bosses can be punched out.
Cold stampings are generally no longer cut, or require only a small amount of cutting. The accuracy and surface condition of hot stamping parts are lower than those of cold stamping parts, but they are still better than castings and forgings, and the amount of machining is small.
Stamping is an efficient production method. Using compound molds, especially multi-position progressive molds, it is possible to complete multiple stamping processes on a single press and to achieve full-scale unwinding, leveling, punching, forming, and finishing. Automatic production. With high production efficiency, good working conditions and low production costs, it can produce hundreds of pieces per minute.
Stamping is mainly classified according to process and can be divided into two major categories: separation process and forming process. The separation process is also referred to as blanking. Its purpose is to separate the stamped parts from the sheet material along a certain contour, and at the same time to ensure the quality requirements of the separation section. The purpose of the forming process is to make the sheet plastically deform without breaking the blank to produce a workpiece of a desired shape and size. In actual production, a variety of processes are often applied to one workpiece. Punching, bending, shearing, deep drawing, bulging, spinning, and straightening are several major stamping processes.
Hardware stampings
The surface and intrinsic properties of the stamping sheet material have a great influence on the quality of the stamped product. The thickness of the stamping material is required to be precise and uniform; the surface is smooth, no spots, no flaws, no scratches, no surface cracks, etc.; the yield strength is uniform and there is no obvious Directionality; High uniform elongation; Low yield ratio; Low work hardening.
In actual production, the technical tests similar to the stamping process are often used, such as drawing performance of deep drawing performance test, bulging performance test, etc. to ensure the quality of the finished product and high pass rate.
The precision and structure of the die directly affect the forming and precision of the stampings. Mold manufacturing cost and life are important factors affecting the cost and quality of stamping parts. More time is required for mold design and manufacturing, which extends the production lead time for new stampings.
Standardization of mold bases, mold bases and guides and development of simple molds (for small batch production), compound molds, multi-position progressive molds (for mass production), and development of rapid mold changing devices, which can reduce the amount of press preparation preparation And shortening the preparation time can make it suitable for reducing the amount of preparation work for stamping and shortening the preparation time, and can make the advanced stamping technology suitable for mass production to be reasonably applied to small batch and multi-variety production.
Stamping equipment is generally used in mechanical presses other than the forming of heavy plate hydraulic presses. With modern high-speed multi-station mechanical presses as the center, the machines such as unwinding, leveling, product collection and delivery, and mold magazines and rapid mold changing devices are configured and controlled by computer programs to form high-productivity automatic punching production lines.
In the case of production of dozens or hundreds of stamped parts per minute, processes such as feeding, stamping, dispatching, and evacuation of waste materials are often performed in a short period of time, and personal, equipment, and quality accidents often occur. Therefore, safe production in stamping is a very important issue.
Stamping parts are mainly metal or non-metal sheet materials, with the help of the pressure of the press, through the stamping die stamping forming, it has the following characteristics:
(1) Stampings are produced by stamping under the premise of low material consumption. The parts are light in weight and good in rigidity. After the sheet is plastically deformed, the internal structure of the metal is improved, so that the strength of the stampings is improved. Increased.
(2) stamping parts have a high dimensional accuracy, uniform with the size of the module, a better interchangeability. No further machining is required to meet general assembly and use requirements.
(3) In the stamping process, the stamping part has good surface quality due to the undamaged surface of the material. The appearance is smooth and beautiful, which provides convenient conditions for surface painting, electroplating, phosphating and other surface treatments.
Edit this paragraph
Design principles
(1) Designed stamped parts must meet product use and technical performance, and can be easily assembled and repaired.
(2) The stamped parts designed must be conducive to improve the utilization of metal materials, reduce the variety and specification of materials, and reduce the consumption of materials as much as possible. Wherever possible, inexpensive materials are used to make parts as waste-free and as little as possible.
(3) The designed stamping parts must be simple in shape and reasonable in structure to facilitate the simplification of the mold structure and simplify the number of processes, that is, to complete the processing of the entire part with the least number and the most simple stamping process, and to reduce the use of other methods for processing, and to facilitate the Stamping operation facilitates the organization of mechanized and automated production to increase labor productivity.
(4) Designed stamping parts, as far as possible to ensure the normal use of the situation, as far as possible to make the size accuracy level and surface roughness level requirements lower, and is conducive to product interchange, reduce waste, ensure product quality and stability.
(5) Designed stampings should be conducive to the use of existing equipment, process equipment and processes to process them as much as possible, and be conducive to prolonging the life of the die.
Among the steels in the world, 60 to 70% are plates, most of which are stamped and finished. The car's body, chassis, fuel tanks, radiators, drums of boilers, shells of containers, core steels of motors and appliances, etc. are stamped and processed. There are also a large number of stamping parts in products such as instrumentation, household appliances, bicycles, office machinery, and household utensils.
Compared with castings and forgings, stampings are thin, uniform, light and strong. Stamping can produce workpieces with stiffeners, ribs, undulations, or flanging that are otherwise difficult to manufacture to increase their rigidity. Due to the use of precision molds, the accuracy of the workpiece can reach micrometers, and the repeat accuracy and specification are consistent. Hole nests and bosses can be punched out.
Cold stampings are generally no longer cut, or require only a small amount of cutting. The accuracy and surface condition of hot stamping parts are lower than those of cold stamping parts, but they are still better than castings and forgings, and the amount of machining is small.
Stamping is an efficient production method. Using compound molds, especially multi-position progressive molds, it is possible to complete multiple stamping processes on a single press and to achieve full-scale unwinding, leveling, punching, forming, and finishing. Automatic production. With high production efficiency, good working conditions and low production costs, it can produce hundreds of pieces per minute.
Stamping is mainly classified according to process and can be divided into two major categories: separation process and forming process. The separation process is also referred to as blanking. Its purpose is to separate the stamped parts from the sheet material along a certain contour, and at the same time to ensure the quality requirements of the separation section. The purpose of the forming process is to make the sheet plastically deform without breaking the blank to produce a workpiece of a desired shape and size. In actual production, a variety of processes are often applied to one workpiece. Punching, bending, shearing, deep drawing, bulging, spinning, and straightening are several major stamping processes.
 Online Service
Online Service