Contact: Liang Sheng
Tel: +86 (0769) 8287 2593
Mobile: +86 13712941678
Fax: +86 (0769) 8133 4403
E-mail: sanyi@dgsanyi.cn
Address: No. 2, Quanhe Street, Quantang Management District, Liaobu Town, Dongguan, China
Website: www.dgsanyi.cn
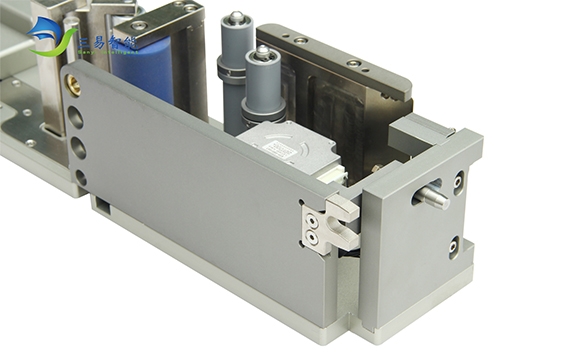
There are feeders in the feeder, vacuum feeders, three-in-one feeders, how to debug how to process in the process of use, which has many tips and methods, then we will tell how to solve this problem:
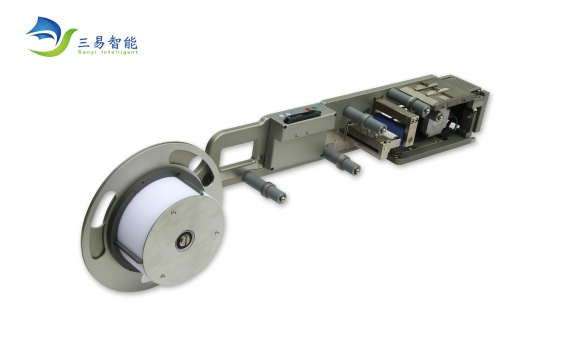
Placement feeder adjustment test is as follows:
1) Put the release handle on the stage, place the material between the upper and lower rollers, lower the release handle, loosen the fixing screw of the material thickness adjustment handle, and adjust the handle up and down so that the release bracket has a swing clearance of about 5mm, and then fix the handle with the screw lock tight. (Note: If there is no clearance for loose brackets, the material will not slip tightly and slip, resulting in inaccurate feeding. If the thickness of the material changes, it must be readjusted.
2). The role of pressure spring is a three-in-one feeder to apply pressure to the upper roller, so that the upper roller can suppress the material and send the material out, so the pressure should be based on the principle that the material will not slip, the material thickness should be high pressure some.
3). The adjustment of feeding start is adjusted by the rotating cam of the press. The so-called feeding start signal is the angle of the crankshaft cranking. Feeding angle of the machine is recommended from 9 o'clock to 3 o'clock (240 o -90 o'clock). °).
4) When the guide pin tip enters the guide pin hole in the mold, it can be adjusted to loosen the screw rod until it touches the bearing of the loose bracket until the material is loosened, and the screw nut is locked (The pneumatically released feeder should be adjusted. A good relaxation angle, that is, about ±15° below death.)
5). After the completion of the installation, a single punch test mode should be used. After adjusting the three-in-one feeder, continuous production can be performed.
6) Turn on the corrector or material holder and slowly release the material.
7) After setting the feeding length of the three-in-one feeder, see the actual situation and set the feeding speed accordingly. The relevant setting method will be described in detail later.
8) After the relevant parameters of the feeding are set, the actual feeding length is not the same as the set value due to the reason of the number. Therefore, in the manual mode, press the feeding test, press, stroke, stamping, and adjustment. The actual length of the feed.
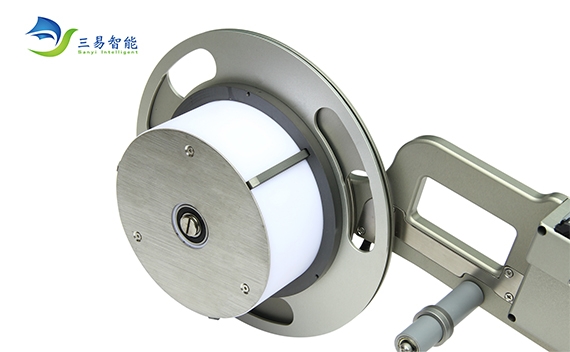
The placement feeder is a kind of equipment machine that transports material light industry and heavy industry. What is the main processing method of the NC servo feeder? Here's a brief introduction for everyone.
1. It is preferred to choose high-quality imported bearing steel (mostly domestic) with a diameter of Φ80mm (small machine type NC-200, NC-300, and NC-400 with a drum of 65mm) as raw materials, and proceed on the sawing bed according to the drawings provided by the Ministry of Technology. Sawing, sawing dimensions need to leave a good 5mm allowance.
2. Quenching and heat treatment of sawed imported bearing steel. Induction heating furnace is used to heat the bearing steel of the NC feeder to 500-650°C for tempering. This quenching and tempering process can greatly improve the performance of the steel and greatly increase its strength, plasticity and toughness. This gives it a good overall processing performance.
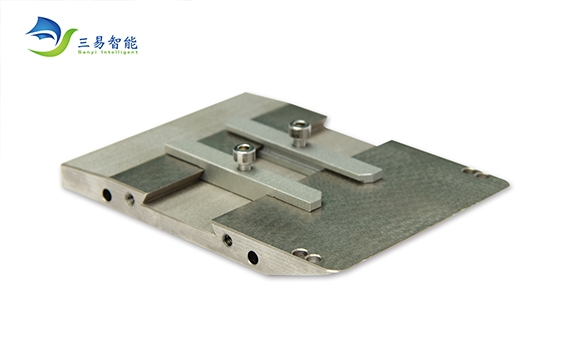
3. Use CNC machine tools to shape and temper the finished bearing steel. The main processes of molding include: correction of dimensions (fixing the total length according to the process drawings), machining of center holes at both ends, rough machining of the shape (remaining machining allowance in the radial direction), and good light End face.
4. Use high-frequency quenching equipment to perform surface high-frequency quenching on the bearing steel. This procedure requires special attention that only rapid heating is required to rapidly reach the quenching temperature on the surface of the bearing steel. Immediately after the heat is applied to the center portion of the bearing steel, it is cooled to achieve partial quenching. In this way, the centered part can still maintain its original good toughness when it is used to obtain a high hardness and high wear resistance surface in the NC servo feeder machined.
5, the surface of the mounting feeder rough grinding. When roughing the surface of the drum, it is necessary to pay attention to the radial dimension of the machining to be smaller than the required size of the processing drawing, so as to reserve a hard chrome plating position.
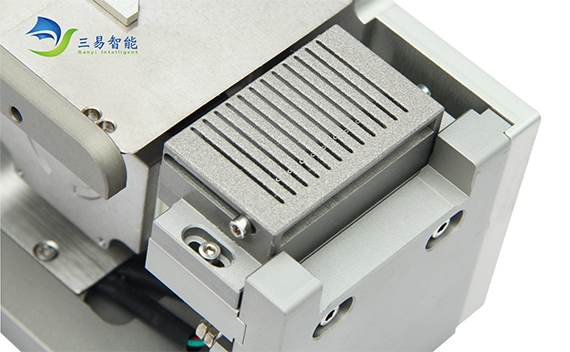
6. Hard chrome plating on the surface of the mounting feeder. By coating the surface of the cylinder of the NC servo feeder with chrome plating (unilateral thickness standard is 0.15mm), the properties of chromium can be used to improve the hardness, wear resistance, temperature resistance and corrosion resistance of the roller.
7. In the final step of machining, the NC feeder roller is ground. In the finish grinding process, all dimensions must be controlled within the tolerances of the drawing, and the surface roughness must be controlled within the range of Ra 0.16-0.32 μm to ensure the degree of hop between the bearing position and the roller concentricity.
 Online Service
Online Service